


Denture oven
Features:The microwave sintering of zirconia microwave denture furnace is essentially different from the conventional sintering process.
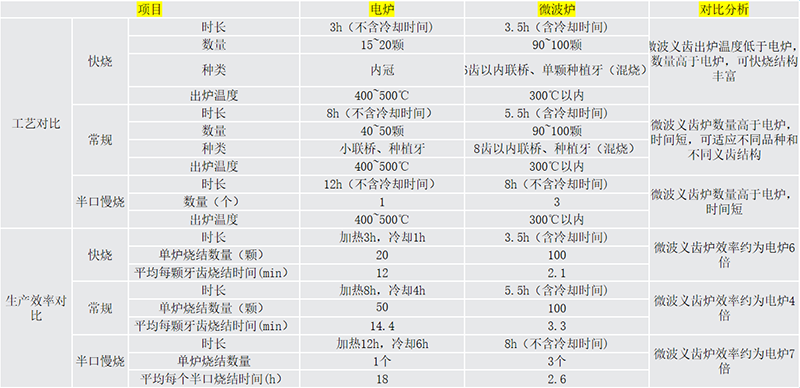
Traditional heating is through resistance heating, and the heat is transferred to the sample by means of radiation, conduction and convection, and the sample has a phenomenon of high surface temperature and low core temperature. Microwave sintering is the use of electromagnetic waves in a specific band to couple with the basic microstructure of the material to generate heat. The dielectric loss of the material in the electromagnetic field makes the material as a whole heated to the sintering temperature to achieve densification. In this regard, a large number of microwave sintered zirconia denture process researches have been carried out at home and abroad. According to literature records: compared with traditional sintering, microwave sintering time is shortened by more than 50%, sintering temperature is reduced by 70-100 ° C, and the relative density of sintering reaches 50%. More than 99.5%, the performance indicators such as hardness, flexural strength, fracture toughness, and aging resistance have been significantly improved, and the grains are finer; microwave sintering has many advantages: it can achieve rapid and uniform heating, and there is no heat in the sintering process. The stress, grains are uniform and fine, and the density is high. Microwave sintering is also beneficial to reduce the sintering temperature, increase the sintering rate, and improve the microstructure and properties.
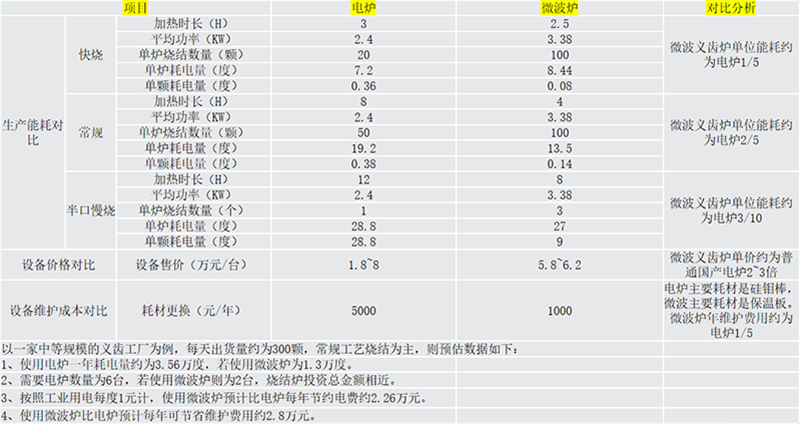
As a carrier to realize microwave sintering technology, the research and development of high-performance zirconia denture microwave rapid sintering equipment and technology is urgent. As far as zirconia dentures are concerned, the sintering of zirconia dentures at this stage mainly adopts electric furnace sintering, mostly using silicon carbon rods and silicon molybdenum rods as electric heating materials, which have long sintering time, low yield rate and low single kiln output; silicon carbon rods and Silicon molybdenum rods are prone to volatilization at high temperatures and cause contamination to denture products, while microwave sintering has no contamination.
Zirconia microwave denture furnace man-machine interface includes: main control interface, real-time temperature curve interface, sintering process setting interface, equipment parameter setting interface, real-time dynamic monitoring data interface, alarm and other information interfaces.
The intelligent control system adopts the combination of field digital programmable logic controller and industrial touch screen, and makes full use of mature and reliable communication network and data acquisition and sensing technology. Various signals will be transmitted to PLC and HMI in real time. According to the process set on the touch screen, PLC and HMI will display their respective strengths, and automatically control the movements of each component and microwave power through specially designed program logic, so as to realize the expected control of the sintering process and effectively reduce the workload of operators.
Zirconia microwave denture furnace cavity molds are all made of SUS304 stainless steel. They are respectively composed of furnace chamber, furnace door switch automatic circuit breaker, dehumidification window, temperature measurement interface and microwave feed inlet.
The switching power supply converts the power frequency alternating current into high-voltage direct current; under the action of the direct current, the magnetron generates microwave energy; the microwave energy is radiated into the fast microwave sintering furnace directly or efficiently through the waveguide.
Design the airflow passage in the furnace during forced air cooling; in terms of auxiliary heat design, fully consider the requirements of microwave power and load matching and high temperature heating in the case of different charging amounts; on the basis of ensuring 1600 ℃ refractoriness, consider After sintering, forced cooling was performed, and the temperature was lowered from 1500°C to below 400°C within 1 hour.

 Add: Room 3206A, Tianli Central Business Plaza, Haide 3rd Road, Nanshan District, Shenzhen City, Guangdong Province(Headquarters)
Add: Room 3206A, Tianli Central Business Plaza, Haide 3rd Road, Nanshan District, Shenzhen City, Guangdong Province(Headquarters)
Building C, Linghui Smart City, No. 359 Dalingshan Avenue, Dalingshan Town, Dongguan City, Guangdong Province (Dongguan Branch)
 Tel: 183-8269-6252
Tel: 183-8269-6252
 Online consultation: Love Fanfan Consulting
Online consultation: Love Fanfan Consulting
 E-mail: Lynn@winsplas.com
E-mail: Lynn@winsplas.com
 Follow Douyin
Follow Douyin
 Follow WeChat
Follow WeChat
Page copyright @ 2022 Shenzhen Holdsuccess Industrial Technology Co., Ltd. Guangdong ICP No. 2021175679 Technical Support:Mikeidea / Sitemap





